
- 首页
- 废气处理设备
废气处理设备
恒峰蓝环境是一家专业的废气处理设备厂家,十年经验工程师为您精选废气处理设备工艺,恒峰蓝废气处理设备种类有uv光解、活性炭吸附、喷淋塔和催化燃烧、rto等,欢迎您的咨询!...

- RTO蓄热式焚烧炉
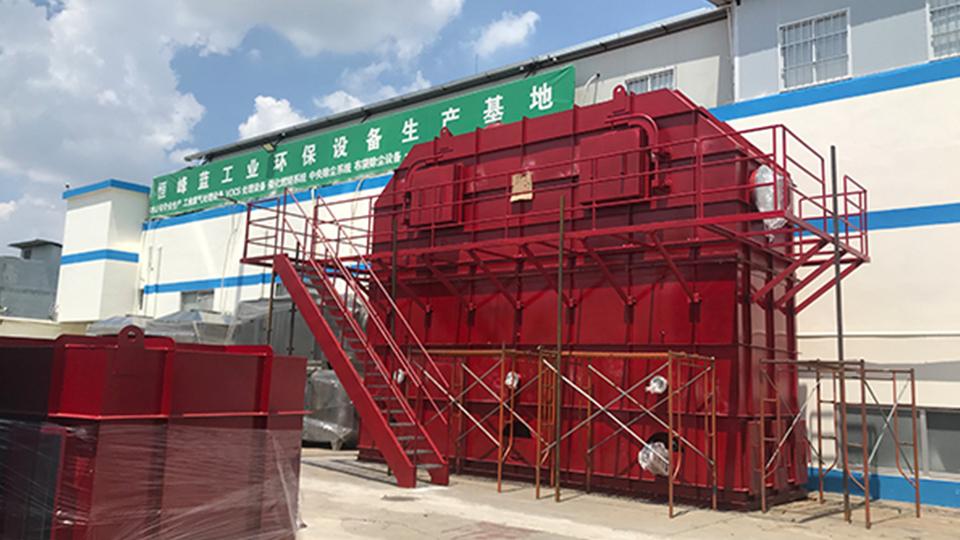
RTO蓄热式焚烧炉
恒峰蓝废气处理设备生产厂家是一家专业的RTO催化燃烧,RTO蓄热式氧化炉,RTO蓄热式焚烧炉生产厂家,对于处理如喷漆房,家具厂,玩具厂等工业生产废气的处理具备丰富的经验,期待您的咨询!...

- 公司实力
公司实力
恒峰蓝废气处理设备厂家是一家专业治理VOCs废气的企业,公司实力拔尖,选择我们为您治理废气比选择保险更保险!...

- 催化燃烧
催化燃烧
恒峰蓝环境工程有限公司是一家专业的工业有机废气处理设备生产厂家,生产的rco/rto催化燃烧设备,吸附脱附催化燃烧设备,沸石转轮吸附浓缩设备等催化燃烧设备质量好,性价比高,深受广大客户的青睐。...

- 应用案例
应用案例
恒峰蓝环境工程有限公司是一家专业的废气处理设备生产厂家,下面跟恒峰蓝小编一起看看恒峰蓝的一些废气处理设备工程案例,工业VOCS废气处理案例,工业酸碱废气处理案例,有机废气处理案例介绍。...

- 关于恒峰蓝
关于恒峰蓝
恒峰蓝环境是一家专业的废气处理设备生产厂家,产品通过iso9001质量认证,资质齐全,设备包含rto、催化燃烧、uv光解、喷淋塔、活性炭吸附箱等,真正值得放心的废气处理公司。...

- 环保百科
环保百科
恒峰蓝环境工程有限公司是一家专业的废气处理设备生产厂家,下面跟小编一起来看看废气处理相关资讯介绍。...

- 联系我们
联系我们
恒峰蓝废气处理设备厂家专业为您治理废气,为您免费设计治理方案,提供治理报价,至少为您省30%,可以通过以下的联系方式获取哦!...


 全国服务热线
全国服务热线
rco与rto优缺点分析
rco与rto是近10余年内发展起来的新技术,净化率高,适应性强,能耗在燃烧法中最低,无二次污染,应用于废气浓度高的场合比较多。下面跟恒峰蓝小编一起来看看rco与rto优缺点是怎样的。
rto优缺点
1、利用陶瓷蜂窝蓄热材料回收的反应热量预热待处理气体,换热效率高,可最大限度回收燃烧产生的热量;
2、可高效低能耗氧化处理大风量、低浓度的有机废气,知足最严格环保要求;
3、可处理富含卤素、硫化物等对催化剂有毒性物质的有机废气;
4、燃烧反应温度高达760~1100℃,有机物去除效率可高达99.99% 以上;
5、蓄热床层温度梯度大,温度平均增加,传热效率极高,大大减少设备占地;
6、优化设计高温燃烧区域,温度场分布平均,净化效率高;
7、采用低氮燃烧技术控制局部高温高氧,按捺了热力型氮氧化物(NOx)产生;
8、通过对操纵前提和结构的设计优化可最大限度减少二噁英产生;
9、蓄热床层温度梯度大,温度平均增加,传热效率极高,大大减少设备占地;
10、可采用燃气助燃,亦可采用电加热方式助燃;
rco优缺点
1、结合了催化氧化装置的低工作温度和蓄热式氧化装置(RTO)的热回收特性,最大限度降低了运行能耗;
2、可高效低能耗氧化处理大风量、低浓度的有机废气,知足最严格环保要求;
3、燃烧反应温度控制在250~550℃之间,有机物去除效率可达99.99% 以上;
4、使用世界提高前辈的催化剂,机能不乱、寿命长、转化率高;
5、严格监控废气温度、浓度等安全指标,通过预处理系统净化分离对催化剂有害的物质,保证催化剂的使用寿命和系统的安全运行;
6、可采用燃气助燃,亦可采用电加热方式助燃;
7、可提供各种规模的RCO 系统,处理风量范围极大,可达1000~200,000Nm3/h。
恒峰蓝-让您的废气治理效果更好
您想了解设备报价还是技术参数?需要提供一份免费解决方案么?我们提供废气治理设备研发生产、废气治理解决方案设计、工程安装调试、环评检测达标等,您可以通过以下方式联系我们!
-

-
- 热线153 2285 1710(7×24小时服务)
- 邮箱service@hengfenglan.com
- 电话0769-22277627
- 网址www.hengfenglan.com
- 地址东莞市万江街道上甲社区圆洲工业路28号
热品推荐 / Hot product




本站热门标签:
塔式废气处理设备
柴油发电机废气处理设备
废气处理设备技术
安装voc废气处理设备
等离子光催化废气处理设备
大型废气处理设备原理
环保废气净化处理设备
三级废气回收处理设备
废气回收处理设备
线路板喷锡废气处理设备
线路板废气处理设备
废气处理rco环保设备
半导体废气处理设备
有机废气处理设备选购
塑料机车间废气处理设备
实验室综合废气处理设备
纺织印染定型机废气处理设备
低温等离子体废气处理设备
废气处理设备喷淋塔
uv光解废气处理设备
电镀厂废气处理设备
硫酸雾气用什么废气处理设备
沥青废气处理设备制鞋厂废气处理
沥青废气处理设备
活性炭喷漆废气处理设备
喷烤漆有机废气处理设备
活性炭吸附废气处理设备厂家
活性炭吸附废气处理设备
塑料玩具厂废气处理设备
发电机厂废气处理设备简单介绍
废气处理设备的技术指标
优质手套厂废气处理设备
印刷厂专用废气处理设备
注塑废气处理方案及设备推荐
废气处理方案
橡胶厂定制催化燃烧废气处理设备
轮胎工业废气处理除味设备
常见的环保废气处理设备都有哪些
环保废气处理设备
味精厂废气处理设备
甲苯废气处理有哪些设备
垃圾转运站垃圾废气处理设备
工业污泥干化站废气处理设备
处理烤漆房废气方法和设备价格
废气处理设备我们怎么选择
涂装喷漆废气处理设备价格
涂装喷漆废气处理设备
塑料造粒颗粒废气处理设备
化工厂有机废气处理设备的方法有那些
化工厂有机废气处理设备
烤漆烘干废气处理设备
喷漆废气处理净化设备工艺流程
废气处理净化设备
喷漆房催化废气处理设备
炼油厂废气处理净化配套设备
家具厂喷油漆废气处理工程设备
废气处理吸收塔设备
哪些废气处理设备适用于印刷厂
废气处理设备分解臭气的方法
塑料造粒废气处理设备
丙酮废气处理设备生产厂家
丙酮废气处理设备
废气处理设备活性炭吸附装置
喷漆行业废气处理设备
制烟厂废气处理设备
化工厂的废气处理设备
铸造行业铸造厂有机废气处理设备
皮革异味废气处理设备
汽修厂喷漆房废气处理设备
喷漆房废气处理设备
工业废气处理设备该如何选择
喷漆电镀废气处理设备
垃圾处置废气处理设备
塑料制品厂废气净化处理设备
废气净化处理设备
废旧锂电池拆解废气处理设备
油漆厂废气处理喷漆废气处理设备
油漆厂废气处理设备
化工行业有机废气处理设备
丙酮的废气处理设备处理方法
丙酮的废气处理设备
塑料吹塑厂废气处理设备
化工厂三甲胺废气处理设备
化工产品生产用废气处理设备
发酵生物恶臭废气处理及其设备
化工车间废气处理设备
印刷车间废气处理一体化设备
电镀有机废气处理设备
有机废气处理设备的原理是什么
有机废气催化燃烧处理设备
注塑机废气处理设备方案
一种涂装设备的废气处理装置
vocs废气处理设备优点
喷漆废气处理设备法及注意事项
喷漆废气处理设备
vocs废气处理设备的日常检查
vocs废气处理设备
voc废气氧化处理设备
修理厂烤漆房废气处理采用的设备
汽修喷漆房废气处理设备
广东恒峰蓝环境工程有限公司
 电话:13713443131
电话:13713443131 邮箱:service@hengfenglan.com
邮箱:service@hengfenglan.com 总机:0769-22277627
总机:0769-22277627 地址:广东省东莞市万江街道上甲社区圆洲工业路
地址:广东省东莞市万江街道上甲社区圆洲工业路 - Copyright © 2019-2025 恒峰蓝环境 版权所有
备案号:粤ICP备15002679号

粤公网安备 44190002006302号
![]()
热线咨询电话:13713443131
